
Свердла
Розрізняють три основні способи виготовлення спіральної канавки свердла: вишліфований профіль, фрезерований профіль і гвинтовий прокат. У виробництві найдешевший спосіб - гвинтовий прокат, відповідно на шкоду якості. Це не бентежить вітчизняні фірми і вони масово закуповують у Китаї саме ці свердла. При цьому їх виготовляють з найдешевшої сталі 4241 (менше 3% вольфраму W) і маркують Р6М5. У принципі вони цілком придатні для роботи по дереву.
Заточування свердел.
Якщо ви працюєте з деревом, свердло можна не переточувати роками. Інша історія зі свердлами по металу. Їх виготовляють зі швидкорізальної сталі і твердість робочої поверхні досягає HRC 62-64. Найпоширенішими марками сталі є Р9, Р6М5, Р18 і Р6М5К5. Особливе місце займають твердосплавні свердла зі сплавів ВК8 і ВК6М, які виготовляють, як монолітними, так і з напайними пластинами. Значна кількість типів свердел обумовлює і різний підхід до їхнього заточування і переточування.

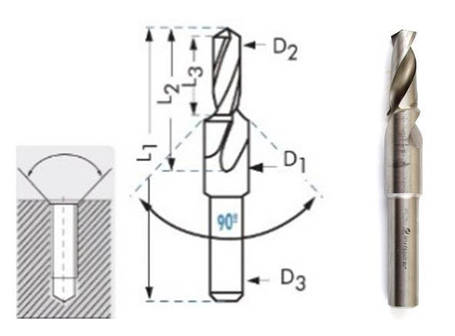
Не останню роль відіграє і тип оброблюваного матеріалу, від якого залежить кут у плані свердла. Для свердління конструкційних, легованих і подібних сталей він становить зазвичай 2φ118°, а для м'якших сталей 2φ135°.
Під час заточування і переточування має бути отриманий не тільки кут у плані φ, а й необхідні для різання задні кути α 8-18° і спад потилиці. Це дасть змогу виключити тертя задньої поверхні об дно отвору. Якість заточування оцінюють осьовим биттям крайок δ, що залежить від похибки окружного кроку канавок Δ і нецентричності серцевини ω. Непрямолінійність ріжучих крайок не повинна перевищувати 2 δ.
Биття легко перевірити стрілочним індикатором годинникового типу, який кріпиться на стійці.
Під час обробки крихких матеріалів відбувається зношування по задній поверхні і куточках, а під час обробки в'язких матеріалів по стрічці. Крім зносу, на стрічках можуть утворюватися поліпи. Головне завдання, це зведене розміщення стружки, що утворюється в процесі свердління, в канавці свердла. Застосовують різні способи заточування, серед яких найпоширенішими є гвинтове, складногвинтове і двоплощинне для свердел з напайними твердосплавними пластинами. Для продовження терміну служби свердла часто використовують підточування перемички, оскільки вона по суті не ріже, а скоблить. Скорочення довжини перемички дає змогу скоротити нагрівання і передчасне викришування ріжучих крайок.

Заточка здійснюється абразивними кругами, як прямого профілю ПП з електрокорунду нормального 25А, так і чашковими ЧК. Доведення здійснюється кругами з карбіду кремнію зеленого 64С. Заточування твердосплавних свердел здійснюється алмазними кругами тарілчастої і чашкової форми 12А2. Для правки кругів використовуються алмазні олівці. При заточувальних роботах, для уникнення травм бажано використовувати рукавички і захисні окуляри.
Під час заточування не можна допускати перегріву свердла, оскільки можуть з'явитися тріщини і можливе відшарування твердосплавних пластин. Для того, щоб уникнути цього, необхідно періодично охолоджувати свердло рідиною. Для охолодження можна використовувати звичайну воду, але набагато ефективніше мастильно-охолоджувальну рідину (МОР), про що не слід забувати і в процесі свердління.







 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90
 +380 (67) 211-00-74
+380 (67) 211-00-74- +380 (67) 609-07-90